新闻资讯
最新资讯
联系我们
山东尚景金属制品有限公司
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
产品知识
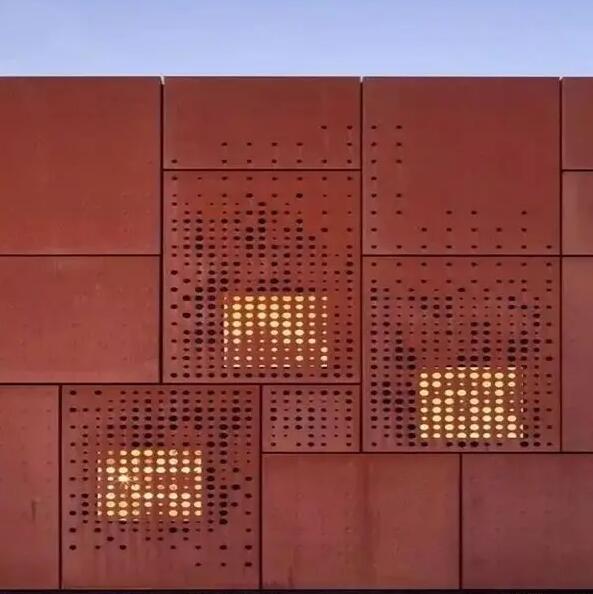
耐候钢工程安装连轧工艺的调整措施
作者:www.tjayhg.com 发布时间:2021-06-08 21:39
耐候钢工程安装壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均。连轧工艺调整的影响是导致成品耐候钢工程安装板壁厚不均的重要因素。具体为:
1、螺旋状壁厚不均
成因是:
1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿耐候钢工程安装的全长呈螺旋状分布。
2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿耐候钢工程安装全长呈螺旋状分布。
措施:
1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧板机。
2)针对第二种情况,根据毛板出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛板直径的变化作适当调整,并考虑毛板跳动量的大小。
2、直线状壁厚不均
成因:
1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛板,致使毛板在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。
2)连轧轧辊间隙过小或过大。
3)轧板机中心线偏差。
4)单、双机架压下量不均,会造成耐候钢工程安装单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。
5)安全臼断裂,内外辊缝差大,会造成耐候钢工程安装直线型非对称偏差。
措施:
1)调整好芯棒预穿鞍座的高度、保证芯棒与毛板对中。
2)更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。
3)用光学对中装置调整轧制中心线,年度大修时必须校正轧板机中心线。
4)及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。
1、螺旋状壁厚不均
成因是:
1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿耐候钢工程安装的全长呈螺旋状分布。
2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿耐候钢工程安装全长呈螺旋状分布。
措施:
1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧板机。
2)针对第二种情况,根据毛板出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛板直径的变化作适当调整,并考虑毛板跳动量的大小。
2、直线状壁厚不均
成因:
1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛板,致使毛板在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。
2)连轧轧辊间隙过小或过大。
3)轧板机中心线偏差。
4)单、双机架压下量不均,会造成耐候钢工程安装单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。
5)安全臼断裂,内外辊缝差大,会造成耐候钢工程安装直线型非对称偏差。
措施:
1)调整好芯棒预穿鞍座的高度、保证芯棒与毛板对中。
2)更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。
3)用光学对中装置调整轧制中心线,年度大修时必须校正轧板机中心线。
4)及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。
- 上一篇:耐候钢浮雕焊接时如何避免虚焊
- 下一篇:耐候钢树池具体的清洗步骤
新闻资讯
- 2022-04-01
- 2022-04-01
- 2021-11-12
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-10
- 2021-11-10
- 2021-11-10