新闻资讯
最新资讯
联系我们
山东尚景金属制品有限公司
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
产品知识
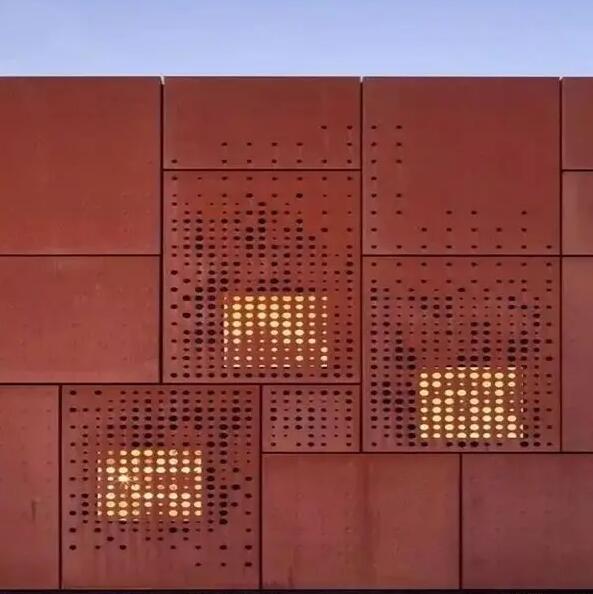
控制耐候钢板表面出现裂纹的六种措施
作者:www.tjayhg.com 发布时间:2021-06-08 21:19
控制耐候钢板表面出现裂纹的六种措施
1、控制结晶器钢水液面稳定
控制结晶器钢水液面稳定,结晶器液面波动幅度控制在±(3-5)mm。
2、控制钢水过热度和连铸机拉速
钢水过热度高和连铸机拉速波动大,会对连铸坯角部横裂的形成有明显影响,应加以控制。
3、控制结晶器锥度
结晶器锥度越大,结晶器与连铸坯间的摩擦力越大,厚连铸坯壳出结晶器时,连铸坯角部产生应力集中,会产生裂纹和扩展,采用合适的锥度有利于改善连铸坯的表裂。
4、提高结晶器冷却水水质
结晶器冷却水硬度高会造成结晶器铜板水槽内严重结垢,导致坯壳冷却不均匀而产生内应力,从而导致连铸坯表裂。应提高结晶器冷却水检验频率。
5、采用结晶器弱冷制度
采用较弱强度的结晶器冷却制度有利于减缓结晶器传热,减少初生坯壳受到的热应力而使连铸坯表面质量得到有效改善。
6、优化二冷制度
对于厚板坯,首先要采用弱冷制度,以保证其矫直温度,其次喷嘴雾化要冷却均匀,以保证二冷区域连铸坯表面温度均匀。生产时保持恒拉速操作,减少连铸坯表裂产生。
1、控制结晶器钢水液面稳定
控制结晶器钢水液面稳定,结晶器液面波动幅度控制在±(3-5)mm。
2、控制钢水过热度和连铸机拉速
钢水过热度高和连铸机拉速波动大,会对连铸坯角部横裂的形成有明显影响,应加以控制。
3、控制结晶器锥度
结晶器锥度越大,结晶器与连铸坯间的摩擦力越大,厚连铸坯壳出结晶器时,连铸坯角部产生应力集中,会产生裂纹和扩展,采用合适的锥度有利于改善连铸坯的表裂。
4、提高结晶器冷却水水质
结晶器冷却水硬度高会造成结晶器铜板水槽内严重结垢,导致坯壳冷却不均匀而产生内应力,从而导致连铸坯表裂。应提高结晶器冷却水检验频率。
5、采用结晶器弱冷制度
采用较弱强度的结晶器冷却制度有利于减缓结晶器传热,减少初生坯壳受到的热应力而使连铸坯表面质量得到有效改善。
6、优化二冷制度
对于厚板坯,首先要采用弱冷制度,以保证其矫直温度,其次喷嘴雾化要冷却均匀,以保证二冷区域连铸坯表面温度均匀。生产时保持恒拉速操作,减少连铸坯表裂产生。
- 上一篇:耐候钢板的连铸加工工艺
- 下一篇:耐候钢板加工与做旧的正确打开方式
新闻资讯
- 2022-04-01
- 2022-04-01
- 2021-11-12
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-10
- 2021-11-10
- 2021-11-10