新闻资讯
最新资讯
联系我们
山东尚景金属制品有限公司
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
联系人:吕经理
手机:19353360222
网址:www.tjayhg.com
地址:山东省聊城市高新区许营工业园
产品知识
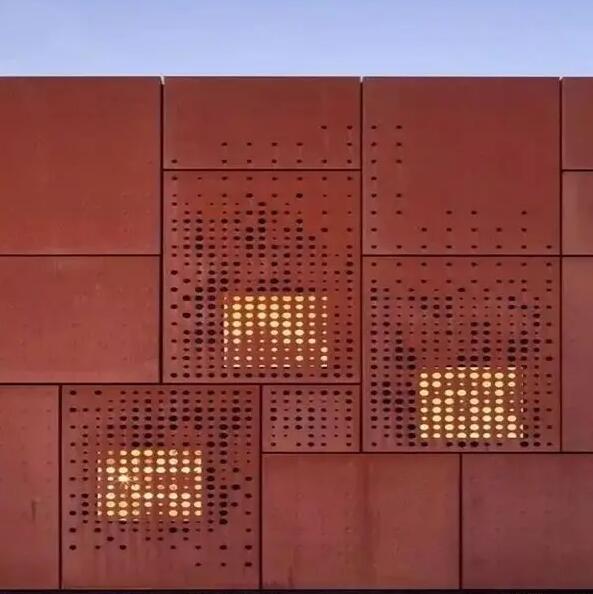
耐候钢雕塑热处理最要的步骤
作者:www.tjayhg.com 发布时间:2021-06-08 21:44
通过对耐候钢雕塑钢件表面的加热、冷却,改变表层性能的金属热处理工艺,事物性能的提高离不开热处理,表面热处理中固溶处理是最重要的步骤之一。只有更加了解表面热处理的固溶处理,才能更好的将其应用,下面耐候钢雕塑加工厂家的技术人员来带大家一起了解下。
表面热处理一般固溶处理的加热温度在780-820℃之间,对用作弹性组件的耐候钢雕塑材料,采用760-780℃,主要是防止晶粒粗大影响强度。固溶处理炉温均匀度应严格控制在±5℃。保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。虽然对时效强化后的力学性能影响不大,但会影响其冷加工时工模具的使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛中加热,从而获得光亮的表面热处理效果。此外,还要注意尽量缩短转移时间,否则会影响时效后的热处理效果。薄形材料不得超过3秒,一般耐候钢雕塑零件不超过5秒。淬火介质一般采用水,当然形状复杂的耐候钢雕塑零件为了避免变形也可采用油。
表面热处理一般固溶处理的加热温度在780-820℃之间,对用作弹性组件的耐候钢雕塑材料,采用760-780℃,主要是防止晶粒粗大影响强度。固溶处理炉温均匀度应严格控制在±5℃。保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。虽然对时效强化后的力学性能影响不大,但会影响其冷加工时工模具的使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛中加热,从而获得光亮的表面热处理效果。此外,还要注意尽量缩短转移时间,否则会影响时效后的热处理效果。薄形材料不得超过3秒,一般耐候钢雕塑零件不超过5秒。淬火介质一般采用水,当然形状复杂的耐候钢雕塑零件为了避免变形也可采用油。
- 上一篇:耐候钢板有哪些磨损问题和优点
- 下一篇:浅析装饰用耐候钢的物理性能
新闻资讯
- 2022-04-01
- 2022-04-01
- 2021-11-12
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-11
- 2021-11-10
- 2021-11-10
- 2021-11-10